
【解析】光伏組件出故障需返修怎么辦?
光伏組件出故障 想要返修怎么辦?
包括以下步驟:
1)拆除組件邊框;
2)使用返修加熱臺對組件進行加熱;
3)揭開背板;
4)使用電致發光測試儀對組件進行測試;
5)清除碎裂的電池片;
6)裁切 EVA ;
7)更換碎裂的電池片;
8)修補膠坑;
9)使用電致發光測試儀對組件進行測試;
10)層壓返修組件;
11)使用電致發光測試儀對組件進行測試;
12)將測試合格的組件進行裝框。所述方法能夠快速、準確的修復碎裂的電池片,確保太陽能電池組件的質量和使用性能。
技術背景
眾所周知太陽能電池的工作原理是利用了光電效應:當太陽光照在半導體 p-n 結上時,形成新的空穴 - 電子對,在 p-n 結電場的作用下,空穴由 n 區流向 p 區,電子由 p 區流向 n 區,接通電路后就形成電流。
太陽能電池組件是由鋼化玻璃、電池串、背板通過 EVA 在高溫下粘合在一起形成的。太陽能電池組件封裝用膠膜是以 EVA 為基料,輔以數種改性劑,經成膜設備熱軋成薄膜型產品。該產品在太陽能電池組件封裝過程中受熱,產生交聯反應,屬熱固性的熱熔膠膜。固化后的膠膜有相當高的透光率、粘接強度、熱穩定性、氣密性及耐老化性能。組件在經過 EVA 層壓后可能由于人為或設備造成其中電池片碎裂。由于整塊組件是電池片串聯結構,碎裂的電池片會影響整塊組件的發電量。因此,層壓后的組件如果有碎裂的電池片必須進行更換,即返修,才能正常使用。
在太陽能電池組件返修過程中會使用 EL 測試儀,又叫做電致發光測試儀,可以清楚地顯示組件中的裂片(包括隱裂和顯裂)、劣片及焊接缺陷;進而改進工藝,提高組件質量,贏得長遠利益。被認為是太陽能電池生產線的“眼睛”;可以及時發現生產中存在的問題,及時排除,從而提高平均效率,提高效益。
對操作人員的要求
1)熟悉設備安全操作規程,能正確使用設備。
2) 設備使用過程中嚴格執行日常維修與保養。
3) 操作工人應堅守崗位,做到“三好”、“四會”,并遵守“五項紀律”
4) 嚴格按設計圖紙、工藝文件、按技術標準進行生產,并進行記錄。
崗前準備
安全防護措施
套袖:穿夏裝揭背板時避免加熱層壓機燙傷手臂
橡膠手套:揭背板時高溫,防止燙傷雙手;壁紙刀鏟片時可能碰到手,減少傷害。
工藝裝備
表1

材料
EVA、電池、背板、焊帶、助焊劑、酒精、木紋膠帶。
產品/在制品生產環境
環境溫度:20℃-35℃;相對濕度:70% 以下。
操作步驟
一種太陽能電池組件的返修方法,其特征在于包括以下步驟:
第一步,拆除太陽能電池組件的邊框,并將組件上的硅膠擦拭干凈;
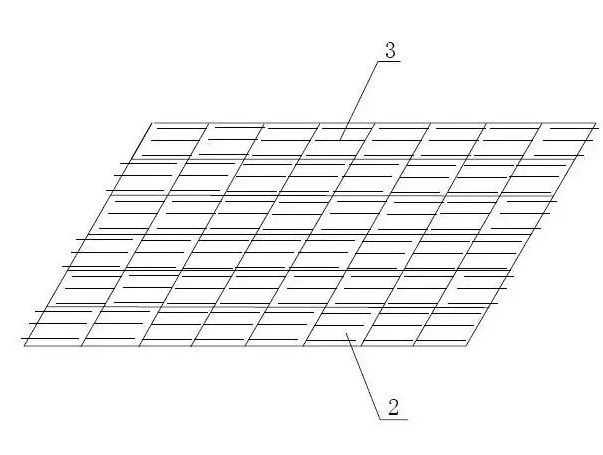
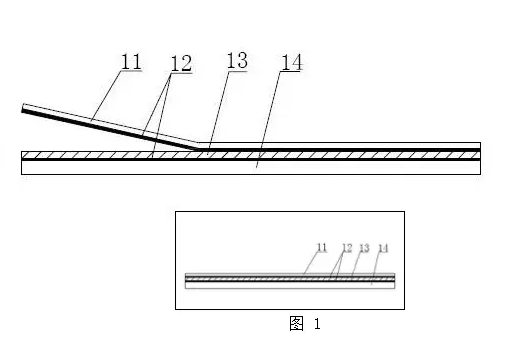
圖1是本方法中去掉邊框的太陽能電池組件的結構示意圖其中:1、太陽能電池組件 11、背板 12、EVA 層 13、電池片 14、玻璃 15、邊框 2、碎裂的電池片 3、焊帶。
第二步,參考組件所附的不合格信息(由車間技術人員判定出具),確定返修內容,指定返修計劃。
第三步, 返修不需要內部處理的組件(如背板劃傷、邊緣雜物等)。
1)首先兩人平抬組件放入返修加熱臺上,搬運時規格較大組件下面應帶有支撐鋁材,防止組件彎曲,產生隱裂。注意加熱平臺上不粘布上是否存在有異物,確認后合蓋,開始加熱.
2)加熱結束后,待EVA充分熔化,由幾人合作在加熱臺上揭開背板。用刀尖或尖嘴鉗揭開背板一角,然后用力將背板迅速揭開。揭背板過程中應避免組件大幅度彎曲,以免在揭背板的時候產生隱裂,可讓人按住組件另一端。對于難揭開組件,可以用壁紙刀在背板上輕劃一道,將背板分條揭。
3)揭開背板后的組件經過晾置冷卻至室溫后,對組件進行EL測試。
4)確保組件無碎片及外觀符合組件檢驗標準,重新鋪一層EVA和背板(和原組件材料保一致),用木紋膠帶固定好引線。如過程中出現碎片再按照本文件中的進行操作。
第四步,將拆除邊框后的組件放置到返修加熱臺上進行加熱,設定返修加熱臺的工藝參數,加熱時間 120-180s,加熱溫度 150-180℃。搬運時小心,避免磕碰組件,并清理組件表面的異物,然后關閉返修加熱臺的盒蓋。
第五步,加熱結束后,使用工具將組件上的背板揭開,幾個人合作在加熱臺上揭開背板,用尖嘴鉗揭開背板一角,然后用力迅速將背板揭開,揭背板過程中應避免組件大幅度彎曲以產生隱裂。對于難揭開的背板,可以使用壁紙刀在背板上輕劃一道,將背板分條揭開。
第六步,揭開背板后的組件經過晾置冷卻到室溫后,使用電致發光測試儀對組件進行測試,將測試結果顯示碎裂的電池片進行標注;
第七步,清除碎裂的電池片
1)首先用壁紙刀沿問題電池片外側EVA切開,避免鏟片時傷到附近電池片。
2)將問題電池片背面焊帶用壁紙刀挑開。
3)為了防止鏟片的過程中產生的電池片碎渣粘到組件其它位置,可以用木紋膠帶粘在焊帶位置。
4)將電池片鏟下,避免傷及臨片,避免用手、肘按壓其他電池片,以免產生碎片。
第八步,按照所清除的電池片的大小,裁切大小合適的 EVA 鋪到去除電池片的地方;
第九步,選擇相同等級、顏色、規格的電池片放到第六步中重新鋪設的 EVA 上面,并使用焊帶與旁邊的電池片進行焊接;
第十步,檢查整塊組件是否存在在揭背板過程中形成的膠坑,如果存在,使用合適的 EVA 塊進行修補;
第十一步,使用電致發光測試儀對更換好電池片的組件進行測試,檢查是否合格,如果不合格重復以上第五步至第八步,如果合格繼續以下步驟;
第十二步,對于第九步測試合格的組件,重新鋪設一層背板并使用層壓機對返修后的組件進行層壓,層壓機的層壓工藝為,層壓溫度 145℃ -150℃,抽空時間 210s-330s,層壓時間 450s-630s,壓力101.3KPa;
第十三步,使用電致發光測試儀對層壓后的電池片組件進行測試,對于測試合格的組件進行裝框,對于不合格的組件重復以上第二步至第十二步;
第十四步,對測試合格的組件進行裝框。
工序加工過程控制要點
1) 揭背板時避免組件變形過大出現隱裂。
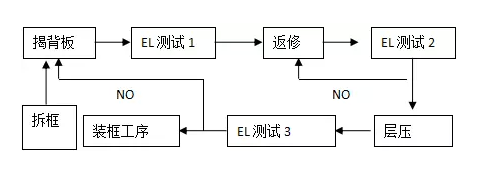
2) 組件揭背板后、返修后、層壓后都要進行EL測試,檢查返修質量。
3) 將問題部位處理后,以層壓后看不出返修痕跡為目的。檢測修好組件避免有未發現的問題。
工藝流程
工藝參數
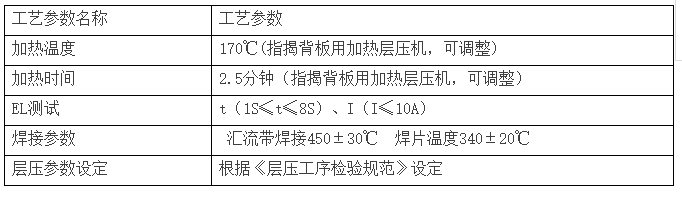
特殊問題解決方法:
1)對于裂片,隱裂,無效片,若片數較少(整個組件較少或是一串上只有一兩片)則采用拆片換片法。即拆掉有問題的電池片,換上瓦數與組件相匹配的電池片。若一串上有大量的有問題的電池片,則拆下整串電池片在模板上應用拆片換片法,再重新排版。(注意電池片正負極,不能焊反)
2)對于虛焊片,若電池片背面虛焊則直接用烙鐵手工焊好即可,若電池片正面虛焊則需要把虛焊的電池片拆下來,在模板上用烙鐵焊好,再焊回原處。(注意:虛焊一般情況下會出現在電池片正反兩面,需返修操作員仔細檢查。)
3)對于露白電池片,也可按虛焊片處理。
4)對于短路,一般情況分為整串短路和單片或多片短路兩種情況。整串短路主要是排版錯誤的情況多一些,只需把相關的短路串拆掉調整正負極重新焊好即可,焊接時注意串與串的間距。單片或多片短路很有可能是虛焊或者露白所造成的,這要求返修操作員仔細檢查,再根據不同情況去處理。
5)對于間距不合適的組件,則需要把相關串拆掉,調整好距離,貼好膠帶后重新焊接好即可。
本方法的優點
采用上述技術方案所產生的有益效果在于:本方法一種太陽能電池組件的返修方法,主要是對層壓后的太陽能電池組件進行返修,主要有以下三個優點。
優點一:本方法中的返修工作臺的工藝參數,加熱時間 120-180s,加熱溫度 150-180℃,可以讓背板與電池片更容易脫離,提高了返修速度,同時延長設備的使用壽命。
優點二:本方法中三次使用電致發光測試儀進行測試,對組件進行有效監控,更好的減少了組件碎裂電池片的產生,能夠及時檢測出碎裂的電池片,提高了太陽能電池組件返修的質量。
優點三:本方法中的返修后的組件的層壓參數可以對返修組件進行合理層壓,減少隱裂產生,進一步提高了組件的質量。
綜上,所述方法能夠快速、準確的修復碎裂的電池片,確保太陽能電池組件的質量和使用性能。

責任編輯:蔣桂云
-

重新審視“雙循環”下的光伏行業
2020-11-02光伏行業,光伏技術,光伏出口 -

能源轉型進程中火電企業的下一程
2020-11-02五大發電,火電,煤電 -
國內最高額定水頭抽蓄電站2#引水上斜井滑模混凝土施工順利完成
2020-10-30抽水蓄能電站,長龍山抽水蓄能電站,水力發電
-
能源轉型進程中火電企業的下一程
2020-11-02五大發電,火電,煤電 -

資本市場:深度研究火電行業價值
2020-07-09火電,火電公司,電力行業 -

國家能源局印發2020年能源工作指導意見:從嚴控制、按需推動煤電項目建設
2020-06-29煤電,能源轉型,國家能源局
-

高塔技術助力分散式風電平價上網
2020-10-15分散式風電,風電塔筒,北京國際風能大會 -

創造12項世界第一!世界首個柔性直流電網工程組網成功
2020-06-29?清潔能源,多能互補,風電 -

桂山風電項目部組織集體默哀儀式
2020-04-08桂山風電項目部組織
-
國內最高額定水頭抽蓄電站2#引水上斜井滑模混凝土施工順利完成
2020-10-30抽水蓄能電站,長龍山抽水蓄能電站,水力發電 -
今后秦嶺生態環境保護區內不再審批和新建小水電站
2020-06-29小水電,水電站,水電 -

3.2GW!能源局同意確定河北新增三個抽水蓄能電站選點規劃
2020-06-29抽水蓄能,抽水蓄能電站,國家能源局
-
重新審視“雙循環”下的光伏行業
2020-11-02光伏行業,光伏技術,光伏出口 -

官司纏身、高層動蕩、工廠停產 “保殼之王”天龍光電將被ST
2020-09-11天龍光電,光伏設備,光伏企業現狀 -

央視財經熱評丨光伏發電的平價時代到了嗎?
2020-08-24儲能,光伏儲能,平價上網
