
《能源監測與評價》——機械加工企業的節能監測(二)
(二)鍛造工藝
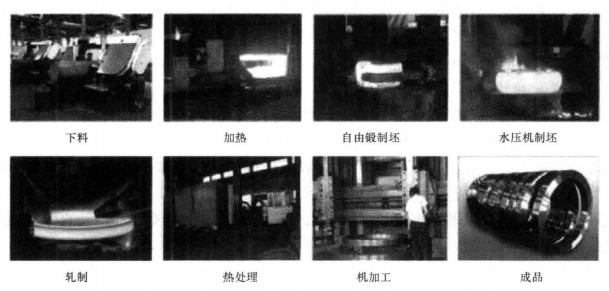
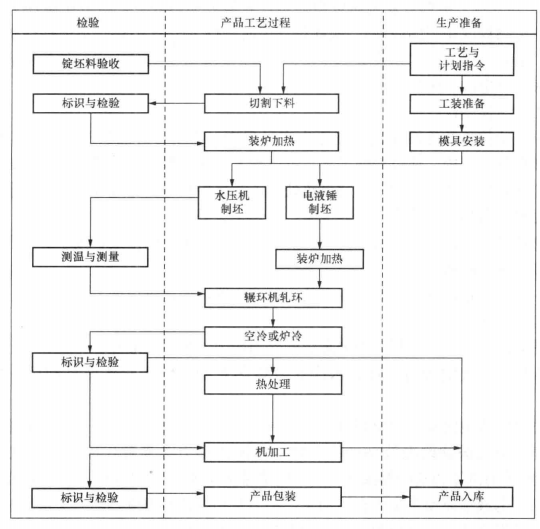
1.工藝流程
鍛造按成型方法可分為:①開式鍛造(自由鍛)。利用沖擊力或壓力使金屬在上下兩個抵鐵(砧塊)間產生變形以獲得所需鍛件,主要有手工鍛造和機械鍛造兩種。②閉模式鍛造。金屬坯料在具有一定形狀的鍛模膛內受壓變形而獲得鍛件,可分為模鍛、冷鐓、旋轉鍛、擠壓等。
按變形溫度鍛造又可分為熱鍛(加工溫度高于坯料金屬的再結晶溫度)、溫鍛(低于再結晶溫度)和冷鍛(常溫)。
鍛造用料主要是各種成分的碳素鋼和合金鋼,其次是鋁、鎂、鈦、銅等及其合金。材料的原始狀態有棒料、鑄錠、金屬粉末和液態金屬等。金屬在變形前的橫斷面積與變形后的模斷面積之比稱為鍛造比。正確地選擇鍛造比對提高產品質量、降低成本有很大關系。
機械裝備中的主承力結構或次承力結構件一般地都是由鍛件制成的,鍛件廣泛地應用于國民經濟、國防工業和社會生活的各個領域。鍛壓加工過程消耗大量的金屬、能源和其他物質,屬于節能節材減排的重點行業之一。
2.工藝節能建議
鍛造行業能源消耗主要表現在鍛錘、壓力機等設備耗能、坯料加熱、鍛件熱處理。鍛造行業擁有的各類鍛錘和壓力機結構,大部分是沿襲蘇聯20世紀四五十年代的設計方案,存在先天性能耗高問題。自由鍛造液壓機和模鍛液壓機的工作介質為水或油,多采用成套的泵—蓄能器提供動力,通過管道將動力傳送至液壓機做功,主要生產大型自由鍛件和模鍛件。模鍛壓力機包括雙盤摩擦螺旋壓力機、機械壓力機以及離合器式和電動直驅式螺旋壓力機,是我國生產各類民用或軍用機械產品大中小型模鍛件的主要設備。
坯料加熱和鍛件熱處理的加熱爐分別為電加熱爐和燃料(煤氣、天然氣、油)加熱爐,總量超過10000臺。根據行業調研資料顯示,就鍛造加熱環節,在可比條件下(生產同等重量、形狀復雜程度相當的鍛件),能耗統計表明,每生產It鍛件,將消耗油401元,消耗煤215元,消耗天然氣145元或電123元。燃煤爐的能耗大約是電加熱爐的兩信,燃油加熱爐的能耗大約是電加熱爐的3.3倍。
鍛造工藝節能建議:
(1)推廣冷擠壓及冷鍛工藝。在原生產過程中,需要各種加熱及熱處理,鍛造過程中80%的能耗在此過程中,通過冷鍛工藝,可以最大限度地減少用熱量,減少熱能的應用。
(2)余熱熱處理工藝的應用。余熱熱處理工藝是指利用鍛造過程中產生的余熱來完成所需要的熱處理,包括余熱淬火、余熱等溫、余熱正火等。
(3)燃油爐的改造。主要措施為減少熱量的散失,增加保溫層,減小爐門通徑,增加爐門,采用高級霧化噴嘴。
(4)中頻感應器的匹配。采用專用的中頻感應器,使之感應能力大大提高,達到最佳匹配效果,提高加熱效率。
(5)熱處理爐的改造。提高熱處理爐的保溫能力,減少其散熱。
(6)循環水系統的改造。加裝水凈化及散熱系統,使水能夠循環利用,減少了水的使用。
(7)蒸汽錘改電液錘。對原有蒸汽、空氣鍛錘的驅動部分進行改造,取消原有動力供應系統。蒸汽、空氣鍛錘改電液錘的特點是用電液錘動力頭來替代原蒸汽錘或空氣錘的汽(氣)缸,原錘的錘體和基礎都保持不動。電液錘驅動頭工作原理就是液壓蓄能、氣體膨脹和自重做功。電液錘驅動頭主要由驅動頭、動力頭和電控柜組成。動力頭是電液錘的打擊部件、泵站為其提供動力,電控柜進行邏輯控制。動力頭包括主箱體、主操縱閥、蓄能器、氮氣罐等;液壓站包括油箱、電控卸荷閥、齒輪油泵及配用電動機、先導卸荷閥、油過濾裝置、冷卻器等。項目改造后能源利用率可提高至20%左右。
(8)諧波治理及功率因數的提高。由于在冶煉過程中,使用中頻爐,企業內部的功率因數低,諧波含量大,針對于此,需要針對企業性質,加裝動態無功功率補償裝置及動態諧波治理裝置,這樣可減少線損。
(9)水循環中水泵的變頻改造。通過采用恒壓供水的方式,來控制水泵的轉速,達到節能的目的。
(三)熱處理工藝
1.工藝流程
熱處理工藝主要用來改善材料的性能及消除內應力,一般可分為預備熱處理、最終熱處理、去除內應力處理。
在機械零件或加工模具的制造過程中,往往要經過各種冷、熱加工,同時在各加工工序之間還經常要穿插多次熱處理工藝。
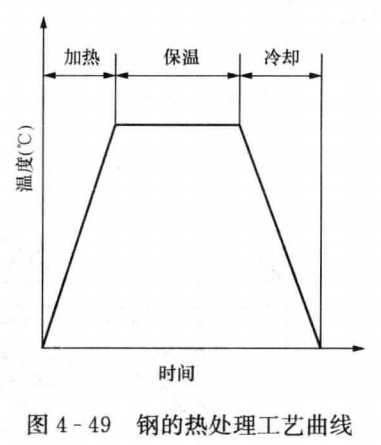
鋼的熱處理工藝過程包括加熱、保溫和冷卻三個階段,它可用溫度一時間坐圖形來表示,稱為鋼的熱處理工藝曲線,如圖4-49所示。
鋼的熱處理工藝流程如下:
(1)退火。將工件加熱到一定溫度下,保溫后,隨爐冷卻。
退火的目的是消除內應力、降低硬度、改善加工性能和細化晶粒,提高材料的力學性能。
(2)正火。將工件加熱到一定溫度下,保溫后,在空氣中冷卻。正火的目的與退火相似,由于在空氣中冷卻,冷卻速度稍大,正火后得到的組織比退火的更細、硬度也高一些。與退火相比,正火生產周期短、生產率高,因此應盡量用正火替代退火。在生產中,低碳鋼常采用正火來提高切削性能,對一些不重要的中碳鋼零件可將正火作為最終熱處理。.
(3)淬火。淬火是將工件加熱到一定溫度,保溫后,在水或油中快速冷卻。淬火的目的是提高鋼的硬度和耐磨性。
(4)回火。回火足在淬火后必須進行的一種熱處理工藝。因為工件淬火以后,得到的組織很不穩定,存在較大的內應力,極易造成裂紋,如在淬火后及時進行回火,就能不同程度地穩定組織、消除內應力,獲得所需要的使用性能。
根據不同的回火溫度,回火處理有三種:高溫回火、中溫回火和低溫回火。
調質處理:淬火加高溫回火,高溫回火的溫度為500~650℃,適用于中碳鋼,可獲得較高的綜合力學性能。它適用于生產重要零件(如軸、齒輪和連桿等)。
中溫回火(350~450℃)后,材料具有較高的彈性,硬度適中,適用于各種彈性零件(如彈簧)的生產。
低溫回火(150~250℃)后,材料仍保持有較高的硬度,使工件具有很好的耐磨性,它適用于各種工具、滾動軸承等。

責任編輯:繼電保護
-
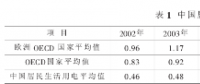
現貨模式下谷電用戶價值再評估
2020-10-10電力現貨市場,電力交易,電力用戶 -

PPT | 高校綜合能源服務有哪些解決方案?
2020-10-09綜合能源服務,清潔供熱,多能互補 -

深度文章 | “十三五”以來電力消費增長原因分析及中長期展望
2020-09-27電力需求,用電量,全社會用電量
-
PPT | 高校綜合能源服務有哪些解決方案?
2020-10-09綜合能源服務,清潔供熱,多能互補 -
深度文章 | “十三五”以來電力消費增長原因分析及中長期展望
2020-09-27電力需求,用電量,全社會用電量 -
我國電力改革涉及的電價問題



-

貴州職稱論文發表選擇泛亞,論文發表有保障
2019-02-20貴州職稱論文發表 -

《電力設備管理》雜志首屆全國電力工業 特約專家征文
2019-01-05電力設備管理雜志 -

國內首座蜂窩型集束煤倉管理創新與實踐
-
人力資源和社會保障部:電線電纜制造工國家職業技能標準
-
人力資源和社會保障部:變壓器互感器制造工國家職業技能標準
-
《低壓微電網并網一體化裝置技術規范》T/CEC 150
2019-01-02低壓微電網技術規范
-
現貨模式下谷電用戶價值再評估
2020-10-10電力現貨市場,電力交易,電力用戶 -

建議收藏 | 中國電價全景圖
2020-09-16電價,全景圖,電力 -

一張圖讀懂我國銷售電價附加
2020-03-05銷售電價附加
-
電氣工程學科排行榜發布!華北電力大學排名第二
-

國家電網61家單位招聘畢業生
2019-03-12國家電網招聘畢業生 -

《電力設備管理》雜志讀者俱樂部會員招募
2018-10-16電力設備管理雜志
