平車(chē)沖擊座鉚釘松動(dòng)缺陷的分析與改進(jìn)
平車(chē)沖擊座鉚釘松動(dòng)缺陷的分析與改進(jìn)
鄒長(zhǎng)青
(中車(chē)長(zhǎng)江車(chē)輛有限公司株洲分公司,湖南株洲412003)
摘要:平車(chē)生產(chǎn)過(guò)程中沖擊座與端梁的下部?jī)摄T釘松動(dòng)的質(zhì)量缺陷達(dá)到48%,鉚焊交車(chē)工序返工工作量大,成為制約生產(chǎn)的難點(diǎn)。本文提出一種在端梁中部缺口預(yù)留工藝筋的方法,從能耗、效率、勞動(dòng)強(qiáng)度各方面均有明顯改善。
關(guān)鍵詞:平車(chē);沖擊座;端梁;鉚接
DOI:10.16640l j.cnkl.37-1222l t.2018.10.0 39
1 平車(chē)沖擊座傳統(tǒng)鉚接工藝
1.1 端梁組成基本結(jié)構(gòu)
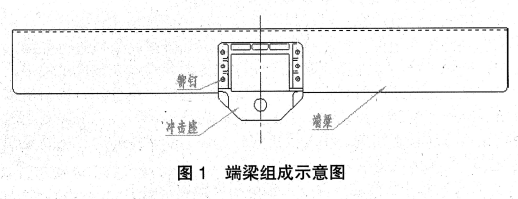
端梁為Q450NQRl高強(qiáng)度耐候鋼,倒”U”型開(kāi)口結(jié)構(gòu),沖擊座為C級(jí)鋼,封閉的回形結(jié)構(gòu).用六個(gè)鉚釘20*60進(jìn)行熱鉚連接。如圖1所示。
1.1.2鉚接標(biāo)準(zhǔn)簡(jiǎn)介
TB/T 2911-2016鐵道車(chē)輛通用鉚接技術(shù)條件。
鋼質(zhì)普通鉚釘熱鉚時(shí),鉚釘加熱溫度為800-1100℃,鉚接過(guò)程溫度不應(yīng)低于500℃,鉚釘裝入鉚釘孔時(shí),應(yīng)去除氧化皮,過(guò)燒的以及有裂紋、氣孔的鉚釘不應(yīng)使用。
2沖擊座與端梁鉚釘松動(dòng)原因分析
2.1 鉚接不良造成鉚釘松動(dòng)
2.1.1鉚接溫度不合要求
主要表現(xiàn)為終鉚溫度過(guò)高。操作工為了追求效率,在進(jìn)行鉸孔作業(yè)的同時(shí)就開(kāi)始鉚釘加熱。當(dāng)進(jìn)行鉚接時(shí),鉚釘溫度一般已加熱到1100℃左右。當(dāng)鉚接完后終鉚溫度過(guò)高,從而降低了頂桿的壓應(yīng)力,鉚接件不能充分壓緊,鉚釘出現(xiàn)松動(dòng)。
2.1.2鉚接孔徑不合要求
為了消除制作誤差對(duì)鉚接的影響,沖擊座及端梁來(lái)料孔徑比圖樣尺寸略小,鉚接前需要對(duì)沖擊座、端梁進(jìn)行鉸孔。鉸刀與工作面保持垂直狀態(tài)時(shí)進(jìn)刀較困難,效率低。操作工在鉸孔初始階段往往會(huì)有一個(gè)上下左右的搖擺動(dòng)作,以提高工作效率。這就造成鉚釘孔并不是規(guī)則的通孔,變成一個(gè)錐孔。如圖2所示。
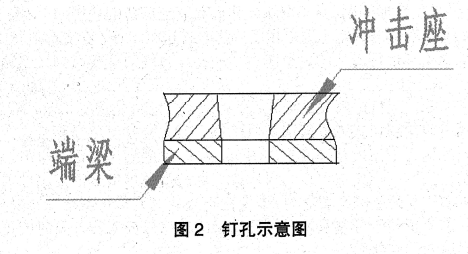
鉚釘是從孔徑較大的沖擊座往端梁方向穿入的,鐓頭在端梁側(cè)。鉚接時(shí),釘頭處頂桿在軸向壓力下不能完全填滿(mǎn)釘孔。試驗(yàn)鉚釘從端梁側(cè)穿入,頂桿能填滿(mǎn)釘孔,但鐓頭邊緣明顯缺肉。
2.2外力造成鉚釘松動(dòng)
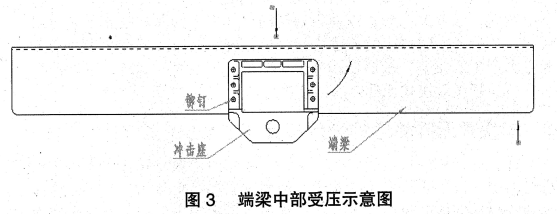
在底架組裝工序,當(dāng)中、側(cè)梁牽引梁上翹下垂不一致時(shí),端梁組成與中、側(cè)梁需強(qiáng)力裝配。如圖3所示,當(dāng)側(cè)梁較高,而中梁較低時(shí),組裝端梁組成需將中部強(qiáng)力下壓以使端梁與中梁上奚面貼合,此時(shí),在下壓力及側(cè)梁對(duì)端梁的支撐力作用下,鉚釘受剪切及拉伸而鉚釘孔壁單側(cè)受到積壓。鉚釘及釘孔出現(xiàn)變形,當(dāng)壓力消除后該變形并不能得到完全恢復(fù),從而產(chǎn)生鉚釘松動(dòng)。
當(dāng)側(cè)梁較低而中梁較高時(shí),需要將側(cè)梁端頭上頂至與端梁密貼,去除外力后側(cè)梁會(huì)對(duì)端梁兩端產(chǎn)生一個(gè)壓應(yīng)力,鉚釘也會(huì)受到一定的剪切力。
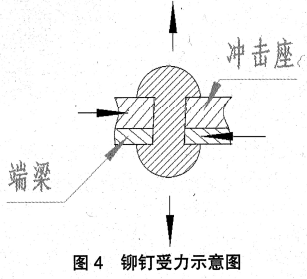
當(dāng)?shù)准艹霈F(xiàn)端梁高低差超差及牽引梁上翹下垂不合格時(shí),需要對(duì)端梁兩端下壓或上抬。矯正變形的基本準(zhǔn)則是矯枉過(guò)正,過(guò)大的調(diào)校量造成端梁相對(duì)沖擊座出現(xiàn)明顯位移(見(jiàn)圖4所示).沖擊座下部?jī)摄T釘及相應(yīng)的釘孔壁產(chǎn)生明顯變形,當(dāng)壓力去除后變形不能得到消除,鉚釘松動(dòng),而在中部及上部鉚釘位置位移相對(duì)較小,鉚釘不易松動(dòng)。
3工藝試驗(yàn)
為了避免調(diào)校過(guò)程鉚釘受剪切力而松動(dòng),在平車(chē)生產(chǎn)時(shí)進(jìn)行了相應(yīng)的工藝試驗(yàn),沖擊座與端梁焊連加固。調(diào)校后,焊縫未裂開(kāi)時(shí)鉚釘不等,焊縫裂開(kāi)時(shí)鉚管100%松動(dòng)。
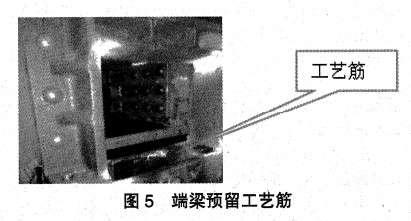
進(jìn)而試驗(yàn)在端梁上預(yù)制工藝筋的方法,利用工藝筋來(lái)減少調(diào)校過(guò)程中端梁與沖擊座的相對(duì)位移(見(jiàn)圖5所示),使得下部?jī)摄T釘在底架調(diào)校過(guò)程中不受力或少受力,從而杜絕鉚釘松動(dòng)。
4達(dá)到效果
端梁預(yù)留工藝撐的工藝方法通過(guò)在公司平車(chē)生產(chǎn)中全面推廣應(yīng)用,并取得了如下效果。
質(zhì)量提高:原有沖擊座下部?jī)摄T釘松動(dòng)的慣性質(zhì)量問(wèn)題得到根治。
效率提升:原鉚釘松動(dòng)的返工工作需要三人協(xié)同進(jìn)行,且返工一臺(tái)車(chē)需要一小時(shí)左右。此方法的工藝撐去除時(shí)間每臺(tái)車(chē)只需要數(shù)分鐘。
參考文獻(xiàn):
[1]嚴(yán)雋耄.車(chē)輛工程[M].北京:中國(guó)鐵道出版社,1991
作者簡(jiǎn)介:鄒長(zhǎng)青(1972-),男,湖南株洲人,中技,冷作工高級(jí)技師,主要從事鐵道車(chē)輛車(chē)體制造及鋼結(jié)構(gòu)裝配的工藝服務(wù)。
官方微信售電那點(diǎn)事兒")
責(zé)任編輯:繼電保護(hù)
-
現(xiàn)貨模式下谷電用戶(hù)價(jià)值再評(píng)估
2020-10-10電力現(xiàn)貨市場(chǎng),電力交易,電力用戶(hù) -

PPT | 高校綜合能源服務(wù)有哪些解決方案?
2020-10-09綜合能源服務(wù),清潔供熱,多能互補(bǔ) -

深度文章 | “十三五”以來(lái)電力消費(fèi)增長(zhǎng)原因分析及中長(zhǎng)期展望
2020-09-27電力需求,用電量,全社會(huì)用電量
-
PPT | 高校綜合能源服務(wù)有哪些解決方案?
2020-10-09綜合能源服務(wù),清潔供熱,多能互補(bǔ) -
深度文章 | “十三五”以來(lái)電力消費(fèi)增長(zhǎng)原因分析及中長(zhǎng)期展望
2020-09-27電力需求,用電量,全社會(huì)用電量 -
我國(guó)電力改革涉及的電價(jià)問(wèn)題
-

電化學(xué)儲(chǔ)能應(yīng)用現(xiàn)狀及對(duì)策研究
2019-08-14電化學(xué)儲(chǔ)能應(yīng)用 -

《能源監(jiān)測(cè)與評(píng)價(jià)》——能源系統(tǒng)工程之預(yù)測(cè)和規(guī)劃
-

《能源監(jiān)測(cè)與評(píng)價(jià)》——能源系統(tǒng)工程之基本方法
-

貴州職稱(chēng)論文發(fā)表選擇泛亞,論文發(fā)表有保障
2019-02-20貴州職稱(chēng)論文發(fā)表 -

《電力設(shè)備管理》雜志首屆全國(guó)電力工業(yè) 特約專(zhuān)家征文
2019-01-05電力設(shè)備管理雜志 -

國(guó)內(nèi)首座蜂窩型集束煤倉(cāng)管理創(chuàng)新與實(shí)踐
-
人力資源和社會(huì)保障部:電線(xiàn)電纜制造工國(guó)家職業(yè)技能標(biāo)準(zhǔn)
-
人力資源和社會(huì)保障部:變壓器互感器制造工國(guó)家職業(yè)技能標(biāo)準(zhǔn)
-
《低壓微電網(wǎng)并網(wǎng)一體化裝置技術(shù)規(guī)范》T/CEC 150
2019-01-02低壓微電網(wǎng)技術(shù)規(guī)范