
淺談基準定位檢驗法在卸船機后大梁金屬結構的實際應用
淺談基準定位檢驗法在卸船機后大梁金屬結構的實際應用
王晶
(承德石油高等專科學校,河北承德067000)
摘要:本文以“基準定位檢驗法”為檢測手段,簡述了其運用原理,并依據此原理對卸船機后大梁金屬結構件在現場制作過程中的檢測步驟、方法進行了詳細的闡述。
關鍵詞:后大梁;基準定位檢驗法;關鍵部位;關鍵尺寸
DOI: 10.16640/j.cnkl.37-1222/t.2018.10.029
卸船機是一種大型整體式焊接金屬鋼結構件,主要用于港口卸船或發電廠碼頭船舶的卸煤作業,速度快,效率高,且均為露天作業,其中后大梁是金屬結構中比較重要的構件之一,另外,后大梁又是由多個零件焊接而成,因為它制作精度要求高、工藝復雜、質量控制點較多,為了達到與其它構件或設備連接的目的以及使用要求,構件要保證一定的幾何尺寸的形狀位置精度”。因此,在此類大型結構件的制造過程中,對部位尺寸及質量進行檢驗就顯得尤為重要。文中以“基準定位檢驗法”為檢測手段,對卸船機后大梁的現場檢測進行了詳細。說明。
1 基準定位檢驗法檢測原理
1.1 確定被檢測部件的關鍵部位
關鍵部位主要是影響設備的使用、現場安裝、安全性能的部位或尺寸。在生產初期,查肴被檢驗部件的總圖或被檢驗部件的上一級圖紙,從圖中結構形式和轉配關系中確定關鍵部位。
1.2關鍵部位的定位及尺寸測量
運用三維坐標按照檢測順序首先確定關鍵部位在Y軸定位高度方向的關鍵尺寸,Z軸定位寬度方向的關鍵尺寸,x軸定位長度方向的關鍵尺寸。關鍵部位確定并定位后,參照圖紙要求和尺寸進行測量。1/3: -般部位尺寸測量及形狀位置偏差的測量
一般尺寸檢查包括:腹板寬度、翼板寬度、隔板位置尺寸、筋板位最、筋板尺寸及數量。
形狀及位置偏差的測量包括:腹板平面度、腹板垂直度、翼板直線度、翼板焊后平面變形量、構件整體直線度、中心對稱、側彎、上拱、下撓、扭曲等。
1.4外觀檢查(焊縫外觀)
外觀檢查主要針對焊縫部位,包括焊縫成型、焊縫缺陷及構件表面質量。
2后大梁檢驗要求
2.1 確定被撿工件的關鍵部位和關鍵尺寸
后大梁的關鍵部位有兩處:
(1)前后大梁鉸接點(主接頭);
(2)后大梁零點位置(拱度零點)。
關鍵尺寸從圖中結構形式和裝配關系中可以確定,如:拱度、怒度、直線度、扭曲及主接頭區域的各尺寸等。
2.2分析關鍵部位和關鍵尺寸的重要性
拱度、翹度、直線度、腹板垂直度、扭曲等是影響結構件質量的基本要求,圖紙和文件上均有明確的櫟準,制作時必須達到此標準。前后大梁鉸接點區域尺寸必須達到圖紙要求的有以下幾點:
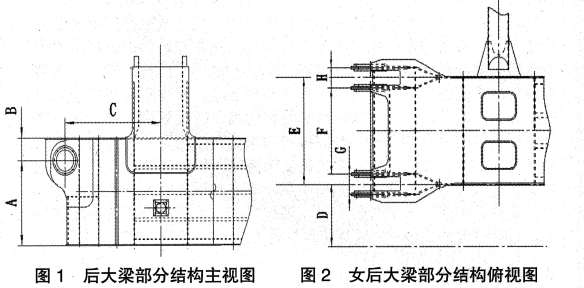
(1)主鉸孔中心一大梁上平面尺寸B(附圖1)。因為尺寸B是保證前后大梁主小車軌道在主接頭處的對接平滑,所以前后大梁主鉸孔中心到大梁上平面尺寸必須符合圖紙要求。
(2)主鉸孔中心一大梁下平面尺寸A(附圖1)。因為尺寸A是為了保證司機室軌道安裝后在主接頭處對接平滑,所以前后大梁主鉸、孔中心到大梁下平面尺寸必須一致或符合圖紙要求。
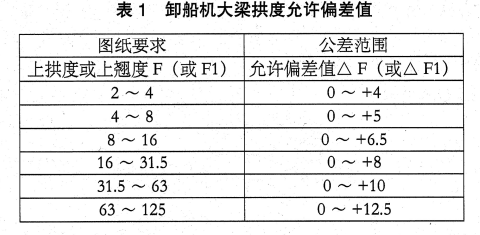
(3)主小車軌道中心一承軌梁中心D(附圖2)。為保證中心尺寸D,首先要保證E、F、H、G各寬度尺寸,只有保汪上述寬度尺寸及中心尺寸,才能保證前后大梁對接后的直線度及中心對稱度。
2.3關鍵部位的相關要求
(1)軌道接頭處頂面高低差≤0.5mm,側向左右錯位≤0.5mm;
(2)軌道鋪設必須平直,軌道在水平面上直線度允許差為:2m長度內△t2≤Imm,10m長度內△tl0≤2.5mm,全長內△t≤lOmm:
(3)同一截面上兩側軌道高低允許偏差△H≤1/1000L,△Hmax≤5mm,小車軌道跨度允許差△L=土3mm;
(4)軌道截面垂直中心線與承軌梁腹板截面垂直中心線允許差△l≤0.48mm,△l(max)≤4mm.
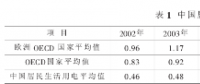
(5)前后大梁在安裝小車軌道后,由于焊接軌道壓板會使原有拱度發生變化,所以施焊后需對梁的拱度做一次檢測,其允許偏差不得超過表1規定。 (遇有特殊要求,需按照圖紙要求執行)
3關鍵尺寸測量方法及注意要點
關鍵部位、關鍵點確定并定位后,依據相應的關鍵部位或關鍵點參照圖紙要求及尺寸進行測量。
3.1 大梁拱度及翹度測量
將后大梁調平以海陸側門架中心為零點(后大梁與上橫梁連接處),用水準儀測出后大梁拱度、翹度(具體要求參照表1),同時測出兩個零點間的距離。
在測量時應注意,架設水平儀的位置應避開障礙物H免阻擋檢測視線,在測量兩個零點距離時應注意弧長和實長的誤差,最好選擇將被測點實長垂直投影在地面上測量。
3.2大梁腹瓠垂直度測量
使用線墜測量后大梁腹板垂直度,一是特別注意承軌梁與腹板對接處平面度,用線墜測量腹板垂直度時應測量隔板位置。二是要注意架設經緯儀時應盡量靠近承軌梁中心線,遮樣可以盡量減少誤差而且數據直觀便于計算,同時計算好經緯儀的架設高度避免看不精遠處的被測量點。
畫出承軌梁中心線,使用經緯儀檢測后大梁承軌梁直線度(具體要求參照前文3,關鍵部位的相關要求中第2條的詳細內容)。檢查排裝軌遭時軌道截面垂直中心線對承軌梁腹板垂直中心偏愛廊小于0.48,但最大偏差不大于4mm。 (8-腹板厚度)
3,3承軌梁上平面的水平度和平面度測量
使用水平尺檢測承軌梁上甲面的水平痘和甲面度。
(1)根據承軌梁中心線檢查主接頭鉸耳橫向尺寸位置及寬度尺寸;
(2)用線墜檢查主接頭鉸耳每塊板的垂直度。此處應注意用線墜檢查時盡量檢測耳板的根部(靠近焊縫處),這樣可以減少測量誤差
(3)檢查主接頭孔中心至梁體底面的距離A;
(4)檢查主接頭孔中心至梁體底面的距離B。
4檢查內容
4.1 一般尺寸檢查包括
(1)檢查腹板尺寸、蓋板尺寸、隔板尺寸對角線、連接處是否干涉;
(2)尾部滑輪架尺寸、滑輪架中心對稱、鋼絲繩纏繞系統支架的位置及尺寸。
4.2形狀位置偏差包括
(1)腹板垂直度、平面度、盞板對接焊縫的位履等;
(2)梁體側彎、梁體扭曲、隔板尺寸及位置、內部加強霹位置及方向等。
4.3焊縫外觀檢查
(1)焊縫尺寸和外觀魘量:要求焊縫平滑,焊紋清晰,無焊瘤,無藥渣,無氣孔,無裂縫,焊角高及焊喉高均符合標準,焊縫附近無飛濺圓及構件表面質量,焊疤、飛濺、凹坑、電弧擦傷自由邊修模、機加工件毛刺倒角等。
(2)焊縫外部質量檢測可用肉眼(或用放大鏡)及焊縫糟寸進行100%檢驗,報驗前施工人員應將焊縫表面的焊接烙渣菲凈。
5結語
以上是卸船機后大梁關鍵部位分析和檢查測量的全過程,運準定位檢驗法的關鍵是熟悉圖紙,了解結構本身的裝配關系,關鍵部位和關鍵尺寸進行全方位多角度的分析控制和測量,使耗到關鍵部位控制嚴,一般部位不漏檢,由重點到一般,層次檢查制部位清晰,做到檢驗記錄能夠準確可靠的反映出產品的質量狀況。
參考文獻:
[1]黃淑榮,大型鋼結構件制造的質量控制[J]山東煤炭科技,(03):17-18.
[2]周金德,尢型港機設備鋼結構件的監造[J]港口裝卸,20038-12.
作者簡介:王晶(1978-),男。內蒙古呼和浩特人,碩士,講師,工主要從事焊接結構強度與焊接工藝評定方面的研究。

責任編輯:繼電保護
-
現貨模式下谷電用戶價值再評估
2020-10-10電力現貨市場,電力交易,電力用戶 -

PPT | 高校綜合能源服務有哪些解決方案?
2020-10-09綜合能源服務,清潔供熱,多能互補 -

深度文章 | “十三五”以來電力消費增長原因分析及中長期展望
2020-09-27電力需求,用電量,全社會用電量
-
PPT | 高校綜合能源服務有哪些解決方案?
2020-10-09綜合能源服務,清潔供熱,多能互補 -
深度文章 | “十三五”以來電力消費增長原因分析及中長期展望
2020-09-27電力需求,用電量,全社會用電量 -
我國電力改革涉及的電價問題



-

貴州職稱論文發表選擇泛亞,論文發表有保障
2019-02-20貴州職稱論文發表 -

《電力設備管理》雜志首屆全國電力工業 特約專家征文
2019-01-05電力設備管理雜志 -

國內首座蜂窩型集束煤倉管理創新與實踐
-
人力資源和社會保障部:電線電纜制造工國家職業技能標準
-
人力資源和社會保障部:變壓器互感器制造工國家職業技能標準
-
《低壓微電網并網一體化裝置技術規范》T/CEC 150
2019-01-02低壓微電網技術規范
-
現貨模式下谷電用戶價值再評估
2020-10-10電力現貨市場,電力交易,電力用戶 -

建議收藏 | 中國電價全景圖
2020-09-16電價,全景圖,電力 -

一張圖讀懂我國銷售電價附加
2020-03-05銷售電價附加
-
電氣工程學科排行榜發布!華北電力大學排名第二
-

國家電網61家單位招聘畢業生
2019-03-12國家電網招聘畢業生 -

《電力設備管理》雜志讀者俱樂部會員招募
2018-10-16電力設備管理雜志
